柔性化、集成化、全面化
mapp CNC简化了制造系统中CNC轴的实现,使CNC应用程序更易于创建和部署。开发人员可以获得针对各类CNC运动的广泛工具:

提高您的生产率

降低您的成本
mapp CNC可以与标准自动化硬件配合使用。您可以使用单个PLC控制多个CNC轴。
统一CNC和机器控制
mapp CNC可以将CNC应用程序完全集成到机器控制中 – 包括微秒级精度的同步。

集成您的专业知识
mapp CNC可以与用C/C++、IEC 61131语言、G代码和用户自定义指令编写的程序相结合。

CNC编程从未如此轻松
mapp CNC的预配置组件使CNC实现比以往更容易。
mapp CNC - 为您的机器增值

CNC库
CNC库可以使CNC机器的开发变得更简单。具有多达六个线性轴或定向轴(以及附加轴)的CNC系统的模板,使您可以通过轻松拖放配置无数机型。所有这些都不需要编写任何一行代码。

CNC程序
各种CNC功能可以通过使用G代码和M代码(DIN 66025)轻松获取。借助mapp Motion解释器,还可以使用结构文本或用户定义的语言执行程序。也可以使用PLCopen Part 1 / PLCopen Part 4接口通过所有IEC 61131语言以及C和C++创建应用程序。即使是从CAD/CAM系统中自动生成的程序也可以轻松集成。
工具
工具功能可以使工具的使用和管理变得更简单。当切换工具时,可以存储和调用工具的尺寸和方向。甚至可以在运行时添加新工具。工具数据用于路径规划和工具中心点(TCP)的运动转换。
框架
框架用于定义直角坐标空间中坐标系的位置和方向。数据可以在表中预定义或运行时配置。这允许您设置和调整机器和工件的位置。运动可相对于加工工位或工具快换装置进行编程。
几何补偿
几何补偿可用于说明机器上不精确的来源,例如与生产相关的公差、未对准或弹性变形。可以多次或组合使用针对二维或三维偏差的简单配置选项,以在整个工作空间中实现高精度。
主轴
mapp CNC提供集成的主轴控制器,可以轻松实现车削、钻孔或攻丝等应用。所有必要的功能都集成在一起,包括恒定切削速度和每转进给量。通过在速度和位置控制之间无缝切换,也可以使用主轴实现定位任务。
切换信号
此功能可用于直接从正在运行的程序切换信号。这使得在高速应用中以微秒精度开关激光器成为可能。信号位置可以根据距离或时间来定义。
测量
测量功能可读取触发信号时CNC轴的确切位置。这样可以校准工件定位和工具尺寸。当触发信号发生时,可以停止路径移动。
刀具直径补偿
刀具直径补偿可以使工件轮廓的编程独立于工件几何形状。mapp CNC会自动为当前的工具计算适当的路径 – 包括瓶颈检测。这是一种非常用户友好的实施切割和铣削应用的方式。
压缩器
压缩器可以处理连续的线段以创建连续的轮廓。从CAD/CAM系统中生成的数据可以转换为平滑、快速的运动用于加工自由曲面。简单的配置可根据应用需求在速度和精度之间实现完美平衡。最终使加工更快速、更有效,机器上的磨损更少。
使用示例:
5轴铣削
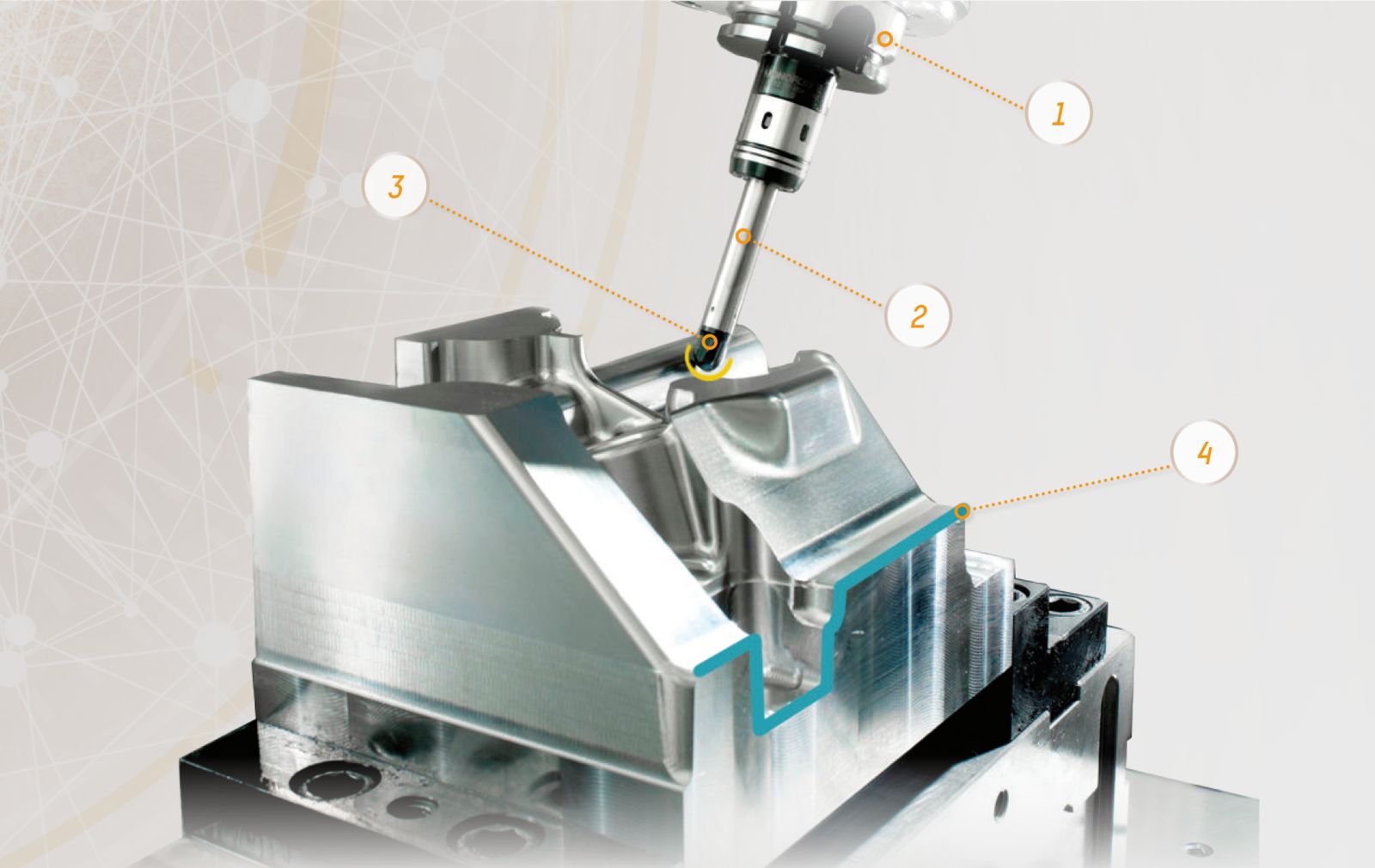
(1) | 加工工具的旋转可以使用主轴功能自动控制。 |
|---|---|
(2) | 工具功能可用于管理任意数量的工具。 |
(3) | CNC轮廓的编程与使用的工具无关。工具半径由刀具直径补偿功能自动计算。 |
(4) | 压缩器功能会自动平滑各个路径段,例如由CAD/CAM系统生成的路径段。 |
钣金切割
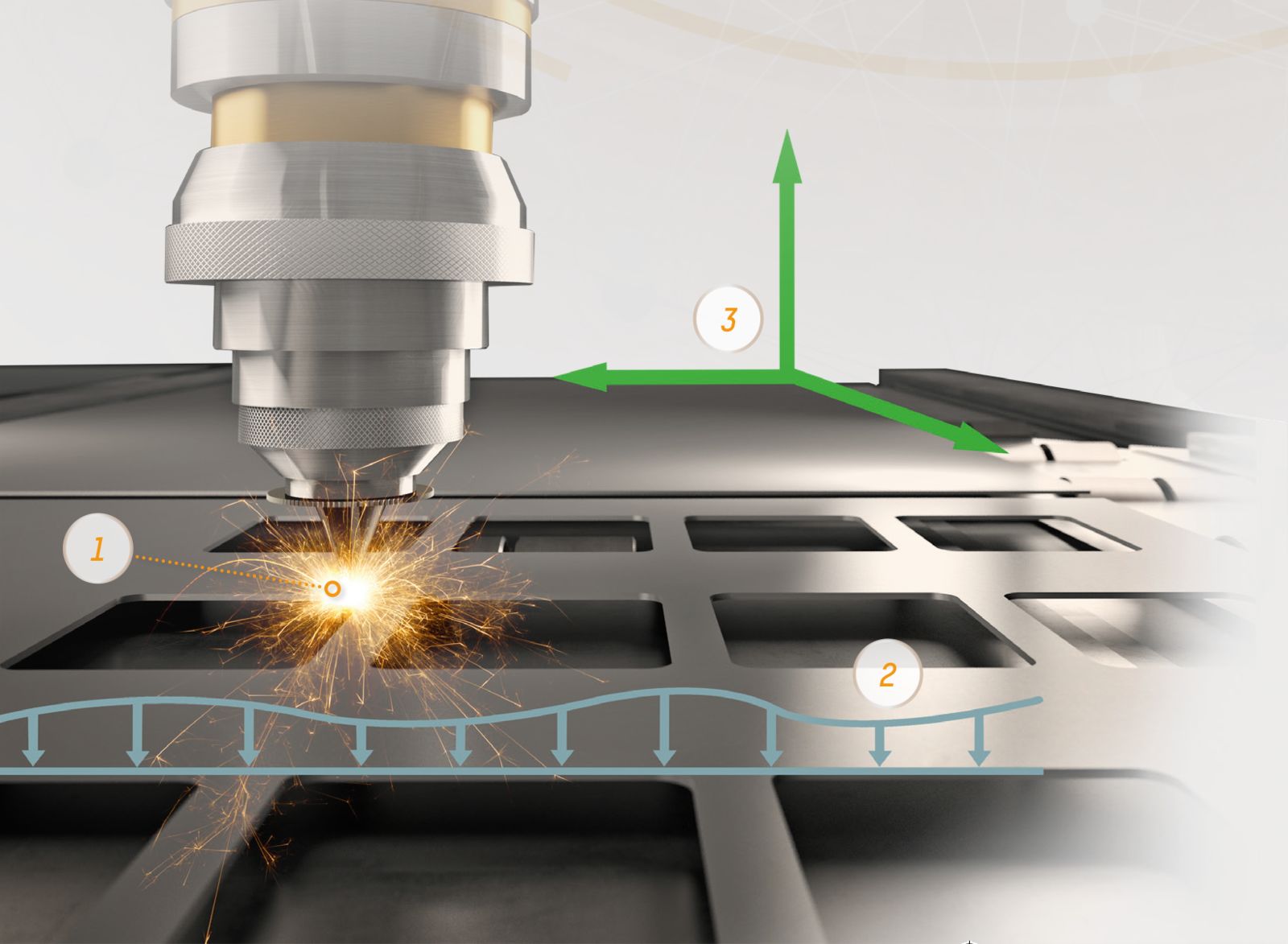
(1) | 激光器可以以微秒级精度打开和关闭,即使在高速情况下也可以进行高精度切割。 |
|---|---|
(2) | 机械或工件的弹性变形可以通过几何补偿功能自动补偿。 |
(3) | 框架允许您计算不同坐标系相对于彼此的移动。为工件托架和CNC机床分配单独的坐标系可以简化编程和工件加工。 |
